Definizione livello di prodotto per la scelta consapevole del cliente
Il successo nel processo di taglio è determinato dalla corretta combinazione di diversi fattori governati dalla dinamica del taglio e dalla meccanica della macchina che “muove” l’utensile.
Tenuto in considerazione che solo il cambiamento di un fattore tra questi influenzerà il risultato finale, SEKTOR CUTTING EXPERT ha scelto di presentare i prodotti secondo una classe di riferimento.
Abbiamo associato il numero della classe a caratteristiche dell’utensile che devono essere compatibili alla valutazione della rigidità macchina utensile e all’ordine di priorità che desidera il cliente.
Le classi di riferimento per impiego sono LIVELLO 3, LIVELLO 2, LIVELLO 1 e LIVELLO S.
- LIVELLO 3: Lame a nastro tecnologicamente più avanzate, efficaci universalmente anche su macchine datate.
- LIVELLO 2 : Lame a nastro per le massime performance.
- LIVELLO 1: Lame a nastro entry-level per impiego generico, utilizzabili universalmente anche su macchine non efficaci.
- LIVELLO S : Lame a nastro rivestite per estreme condizioni di impiego.
Marchi registrati e appartenenza alla classe di riferimento
LAME A NASTRO METALLO DURO
|
LAME A NASTRO BIMETALLICHE
|
LAME A NASTRO TCT
|
 3 CT-SIGMA 3 CT-SIGMA
|
3 X-PATH/ M42
|
|
2 CT-APEX
|
2 X-PATH
|
2 TITANFLEX/TCT-POROSET
|
1 CT-ALPHA
|
1 M42
|
|
S CT-PRIME
|
S X-PATH PRIME/M42 PRIME
|
|
Selezione della lama a nastro
Criterio di scelta:
- CONDIZIONI DI BASE (Segatrice a nastro, materiale da dividere, dimensioni e forma, taglio singolo o a strati, priorità del cliente )
- DIMENSIONE DEL NASTRO (Altezza e sviluppo lama in riferimento al modello di segatrice, lo spessore del nastro può variare sulla stesso sviluppo e altezza lama)
- PASSO DEI DENTI (Il criterio di scelta del passo è determinato dalla lunghezza di contatto del nastro nel materiale in lavorazione e dallo specifico materiale, nonchè dagli stessi parametri di lavoro. Ad ogni prodotto nella sua tabella è associata una fascia utile di impiego per la lunghezza di contatto in mm). Il passo dei denti corrisponde al numero di denti per pollice (tpi), 1 inch=25,4 mm. Per il passo variabile per esempio il 3/4 sono sempre esposti prima il passo maggiore ed il passo minore, 3 denti per pollice e 4 denti per pollice.
- FORMA DEL DENTE. La scelta della forma del dente dipende dal materiale da dividere ed è fondamentale per i prodotti bimetallici in cui gli angoli del tagliente derivano direttamente dal design del dente. Per le lame in metallo duro la forma del dente non influenza direttamente gli angoli del tagliente, che sono ottenuti successivamente in lavorazione di rettifica di precisione.
FORME DEL DENTE BIMETALLICO
 LSS (LOW SPACED STANDARD)
LSS (LOW SPACED STANDARD)
 NS (NEUTRAL STANDARD)
NS (NEUTRAL STANDARD)
 PS (POSITIVE STANDARD)
PS (POSITIVE STANDARD)
 HPS (HIGH POSITIVE STANDARD)
HPS (HIGH POSITIVE STANDARD)
 HAS (HIGH ALLOY STANDARD)
HAS (HIGH ALLOY STANDARD)
 BRS ( BACK REINFORCED STANDARD)
BRS ( BACK REINFORCED STANDARD)
 BAS (BACK ACUTE STANDARD)
BAS (BACK ACUTE STANDARD)
FORME DEL DENTE METALLO DURO
 HAS (HIGH ALLOY STANDARD)
HAS (HIGH ALLOY STANDARD)
FORME DEL DENTE TCT
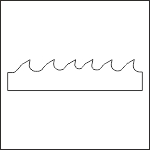
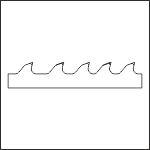
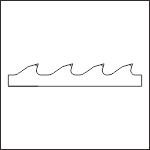 VP (VARIABLE PITCH)
VP (VARIABLE PITCH)
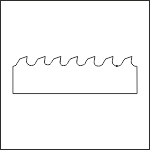
 FP (FIXED PITCH)
FP (FIXED PITCH)
Impostazione geometria
L’impostazione è la principale responsabile dell’ efficacia di processo, SEKTOR CUTTING EXPERT ha sviluppato innovative impostazioni di taglio.
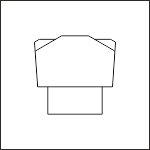
IMPOSTAZIONE PER METALLO DURO
 TH (Triple High Geometry)
TH (Triple High Geometry)
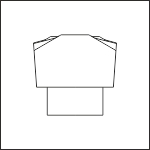
 VX (Variable Taper Geometry)
VX (Variable Taper Geometry)
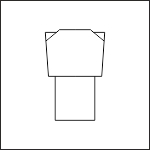
 HS (High Speed Geometry)
HS (High Speed Geometry)
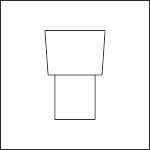
 HRSA (High Resistent Super Alloy Geometry)
HRSA (High Resistent Super Alloy Geometry)
 HRC (High Hardness Geometry)
HRC (High Hardness Geometry)
 HLO (Interrupted Cutting Geometry)
HLO (Interrupted Cutting Geometry)
IMPOSTAZIONE PER TCT
 TC (Triple Chip)
TC (Triple Chip)
 SW (Sharp wedge or Soft Wood)
SW (Sharp wedge or Soft Wood)
IMPOSTAZIONE PER BIMETALLICO
 THS (Triple High Straight or Trapezoid High Straight)
THS (Triple High Straight or Trapezoid High Straight)
 FHS (Fifth High Straight)
FHS (Fifth High Straight)
 SHS (Seventh High Straight)
SHS (Seventh High Straight)
Materiale tagliente
La scelta della categoria di materiale da taglio è fortemente condizionata dalla lavorabilità del materiale da tagliare. Il nostro portafoglio si divide su 3 gruppi principali:
- METALLO DURO o CARBURO SINTERIZZATO Punte in metallo duro sinterizzato di qualità diverse , per esaltare il valore di ogni lama , sono disponibili lame senza rivestimento e con rivestimento che può essere in TiAlN , AlTiN, AlTiSiN. Lavorazione generalmente su materiali metallici.
- TCT o CARBURO SINTERIZZATO Punte in TCT sinterizzato in qualità diverse, per materiali altamente abrasivi e legno di diversa struttura e fibra.
- HSS BIMETALLICO Taglienti disponibili in convenzionale M42 o nel nuovo X-PATH sinterizzato, caratterizzato da alta resistenza all’usura e massima omogeneità della matrice del materiale , con il quale è possibile dividere in piena sicurezza materiali ad alta resistenza. M42 e X-PATH sono disponibili anche in versione rivestita, generalmente AlTiN per ottenere vita prolungata. Lavorazione di materiali metallici e legno.
- CARBURO DEPOSITATO o CARBURO GRIT Lame a nastro con carburo depositato continuo e discontinuo, per taglio eseguito ad abrasione. Lavorazione di materiali metallici, minerali, compositi.
